Snack Brands Australia Sydney Distribution Center
⭐Key Features
- •30,255 square meter purpose-built facility
- •30-meter high-bay automated storage (Unit Load AS/RS)
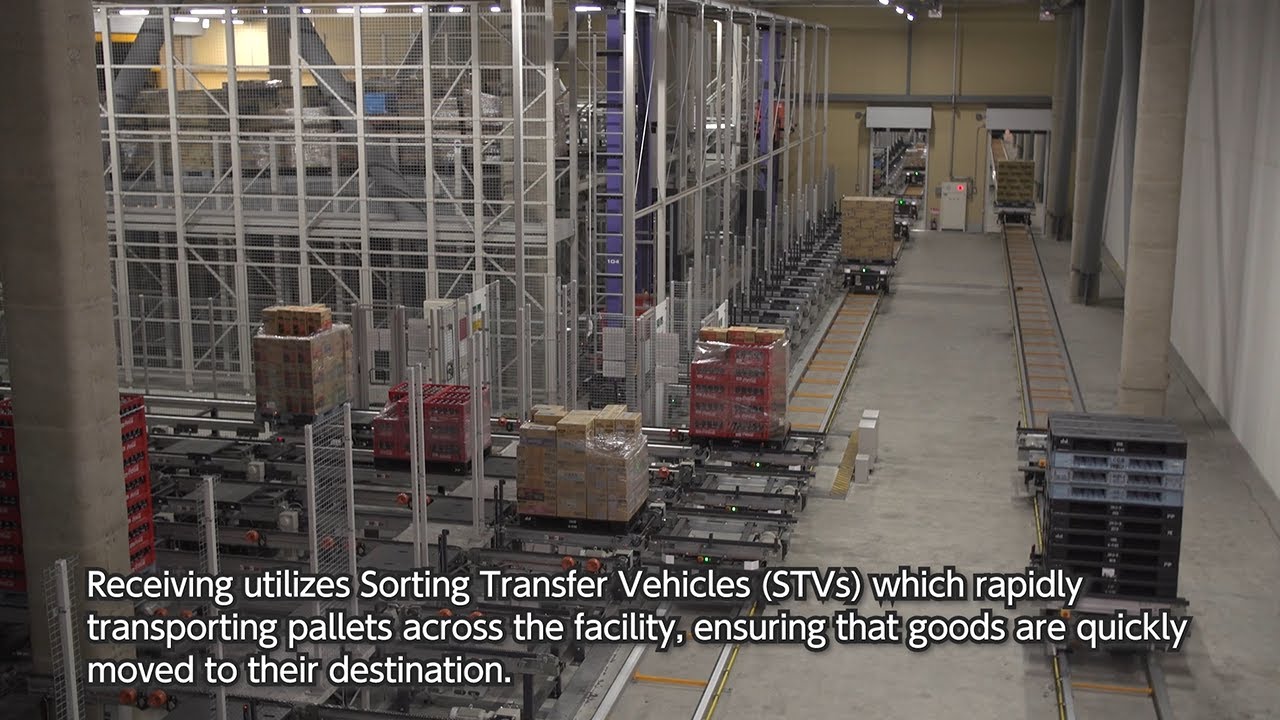
- •Sorting Transfer Vehicles for rapid pallet transport
- •Fully automated from start to finish
- •Just-in-time picking and distribution
- •Pallet live storage system
Results & Benefits
- Consolidated two warehouses into one efficient facility
- Delivers over 200 million packets of chips annually
- Enhanced inventory accuracy and efficiency
- Manages peak trading periods and big demand days
- Just-in-time picking maximizing inventory availability
- Project delivered on time, within budget, safely, meeting business case
Challenges & Solutions
Need to transform distribution process for fast-paced snack production
Implemented fully automated high-bay AS/RS with Daifuku
Consolidating two warehouses into single efficient operation
Built purpose-built 30,255 sqm facility with advanced automation
Project Overview
Project Overview
Snack Brands Australia, one of the country's largest snack manufacturers producing iconic brands including Kettle Chips, Thins, CC's, Samboy, and Cheezels, undertook a significant transformation of their distribution process to boost efficiency in the fast-paced snack production industry. Since 2008, the company has focused intensively on supply chain and distribution efficiencies, investing heavily in both factory operations and distribution infrastructure.
The project involved consolidating two separate warehouses into a massive 30,255 square meter purpose-built facility specifically designed for Snack Brands' operations. This strategic consolidation represented a major step in optimizing their supply chain to support the delivery of over 200 million packets of chips annually across Australia.
The partnership with Daifuku began in 2017 when Snack Brands ran a tender for an AS/RS system. After visiting Daifuku's Shiga facility in Japan, the company was convinced that Daifuku was the right partner to deliver the advanced automation solution needed for their growing distribution requirements.
Technical Solution
High-Bay Automated Storage and Retrieval System
The facility features a 30-meter high-bay automated storage system (Unit Load AS/RS) that provides fully automated storage from start to finish. This system represents the core of the automation solution, with no manual labor involved in storage operations. The only manual handling occurs at the final stage where forklifts load pallets from the pallet live storage onto trucks.
Dark Warehouse: Fully Automated Warehouse Operations
Vendor: Addverb
Key Features
The purpose-built 30,255 square meter facility was specifically designed for Snack Brands' operations, representing a significant investment in customized distribution infrastructure for snack food manufacturing.
The 30-meter high-bay AS/RS provides substantial vertical storage capacity in a compact footprint, optimizing space utilization while enabling efficient automated storage and retrieval operations.
The fully automated operation from start to finish minimizes manual intervention, creating a highly efficient distribution process that supports the high-volume requirements of snack food delivery.
Results & Benefits
The consolidation of two warehouses into one efficient 30,255 square meter facility has streamlined Snack Brands' distribution operations, supporting the delivery of over 200 million packets of chips annually to customers across Australia.
Enhanced inventory accuracy and efficiency have been achieved through the automated system, enabling just-in-time picking that maximizes inventory availability while minimizing stock holding requirements.
The system provides excellent capacity to manage peak trading periods and big demand days, giving Snack Brands the flexibility to handle fluctuating demand patterns characteristic of the snack food industry.
Challenges & Solutions
The need to transform the distribution process for fast-paced snack production was addressed through the implementation of a fully automated high-bay AS/RS system in partnership with Daifuku, creating a modern, efficient distribution operation.
The challenge of consolidating two warehouses into a single efficient operation was solved by building a purpose-built 30,255 square meter facility with advanced automation technology specifically designed for Snack Brands' requirements.
System Integrator
Daifuku served as the system integrator, delivering the complete AS/RS solution including design, installation, commissioning, and ongoing maintenance support. The strong working relationship developed over five years extends beyond the initial project to ongoing collaboration on additional solutions. Daifuku's maintenance team works on-site seamlessly with Snack Brands' team, and strong senior-level relationships ensure continued business collaboration. The project successfully delivered on all four key objectives: on-time delivery, within budget, completed safely without injuries, and meeting the business case requirements.
Project Gallery
Related Technologies (6)
Piolax Canton Georgia Automotive Parts Distribution Center
byDaifuku
Meyer Corporation USA Cookware Distribution Center
byDaifuku
Intralogistics Innovation Center: Integrated Solutions Showcase
byDaifuku
Mid-Load Automated Storage & Retrieval System (AS/RS)
by Conveyco
Sorting Transfer Vehicle (STV): High-Speed Pallet Transport
byDaifuku
Dark Warehouse: Fully Automated Warehouse Operations
byAddverb
Related Knowledge Articles (2)
Goods-to-Person Systems
Goods-to-Person (G2P) systems revolutionize warehouse operations by bringing inventory directly to stationary picking stations, eliminating worker travel time and maximizing productivity. These automated systems combine storage, retrieval, and presentation technologies to create highly efficient picking environments.
Sliding Shoe Sorter
Sliding Shoe Sorters use rows of sliding diverter shoes mounted on a conveyor belt to gently push items onto discharge lanes at precise angles. Known for their gentle handling and ability to sort at high speeds, these systems excel at handling cases, cartons, and totes in distribution and fulfillment operations.
Related Projects


More from Daifuku

Lotte Korea Confectionery Centralized Distribution Center